

チタン板・シート・コイル
チタン板の製造工程
熱間鍛造 金属を高温で再結晶させる鍛造プロセス。熱間圧延 再結晶を超える温度で圧延するプロセス。塑性変形温度が回復温度よりも低い冷間圧延プロセス。
アニーリング: 金属を十分な時間かけてゆっくりと特定の温度まで加熱し、その後適切な速度で (通常はゆっくりと、場合によっては制御しながら) 冷却するプロセス。
酸洗:製品を硫酸などの水溶液に浸し、金属表面の酸化物や薄膜を除去します。電気めっき、ほうろう、圧延などの前処理または中間処理です。
チタンプレートの特徴

1. チタンシードプレートは表面の酸化皮膜であり、耐摩耗性に優れた毛髪分離剤と同等です。チタンシードプレートの使用により、剥離剤が節約でき、プレートの剥離が容易になり、シードプレートの前処理工程が不要になり、チタンシードプレートは銅シードプレートに比べて半分の軽さです。
2.チタンシードプレートの耐用年数は銅シードプレートの3倍以上で、使用条件に応じて10〜20年に達する可能性があります。
3. チタンシードプレートから作られた電解銅は、緻密な結晶構造、滑らかな表面、優れた品質を備えています。
4. チタン板に剥離剤を塗布する必要がないため、銅電解液の汚染を回避できます。
5. 電気銅の生産能力を向上させ、生産コストを削減し、より良い経済的利益を達成します。
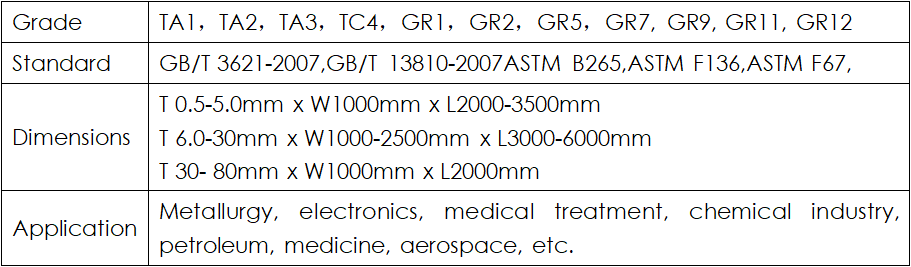
BMT シリーズのチタン シートおよびプレートは通常、ASTM/ASME B/SB265、ASTM F136、ASTM F67、AMS 4911、AMS4900 などの規格に従って製造されます。
BMTのチタンシートとチタンパレットの年間生産量は10,000トンで、そのうちPHE(熱交換器用プレート)用が2,000トン、その他の用途が8,000トンです。冷間圧延チタンシートや熱間圧延チタンプレートを含むBMTの高品質チタンシートおよびプレートは、原材料であるチタンスポンジに関して厳格な追跡および検査を受けています。 BMTは溶解、鍛造、熱間圧延、冷間圧延、熱処理などの全プロセスを管理しています。当社は製品を世界中に輸出していますので、ご協力をお待ちしております。





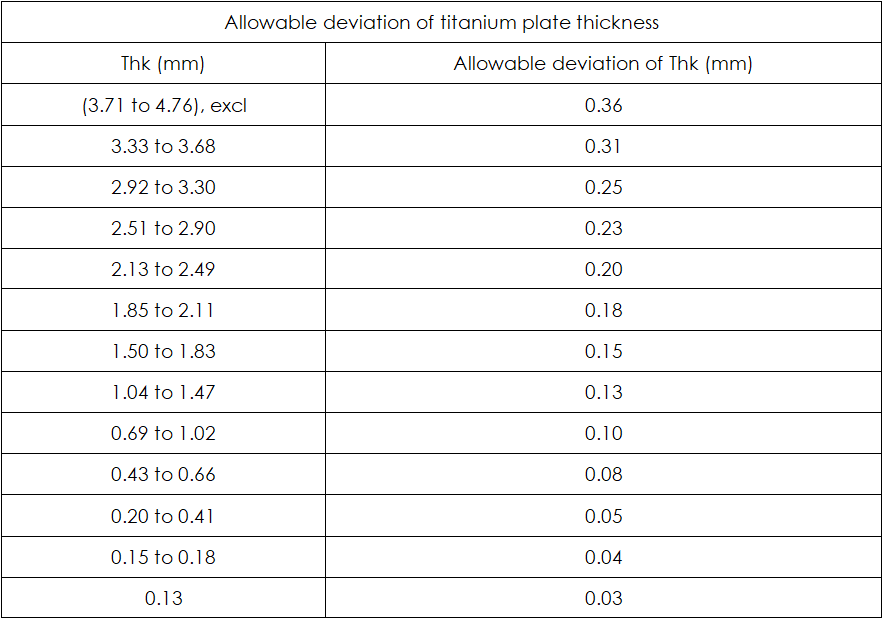
チタン板厚許容誤差:

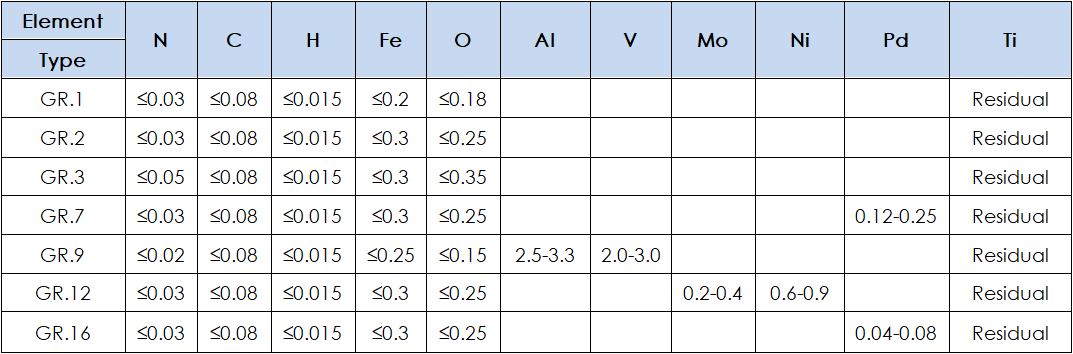
利用可能な材料の化学組成:
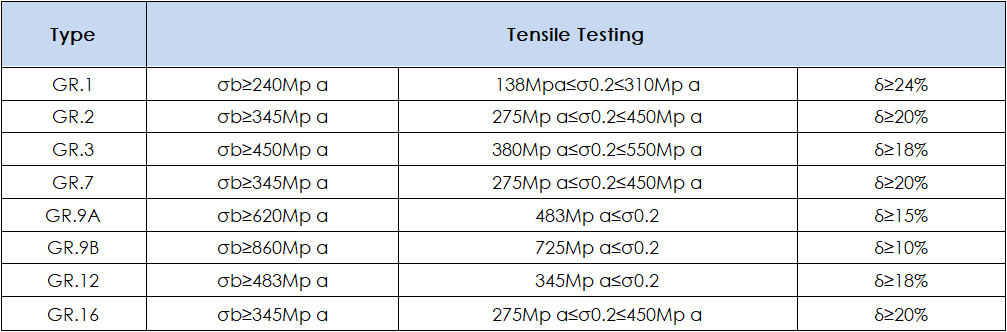
利用可能な材料の機械的特性:
検査試験:
- 化学組成分析
- 機械的特性試験
- 引張試験
- フレアリングテスト
- 平坦化試験
- 曲げ試験
- 静水圧試験
- 空気圧試験(水中での空気圧試験)
- NDTテスト
- 渦電流試験
- 超音波検査
- 自民党テスト
- フェロキシル試験
生産性 (注文の最大および最小量):注文に応じて無制限。
リードタイム:通常のリードタイムは30日です。但し、ご注文金額により異なります。
交通機関:一般的な輸送方法は、海路、空路、特急、電車であり、お客様が選択するものとします。
パッキング:
- パイプの端はプラスチックまたはボール紙のキャップで保護してください。
- 端と表面を保護するために、すべての継手は梱包してください。
- 他のすべての商品は、発泡パッドおよび関連するプラスチック梱包および合板ケースで梱包されます。
- 梱包に使用される木材は、取り扱い機器との接触による汚染を防ぐのに適したものでなければなりません。